





常呈现的维修误区
毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
钢筋平头打磨机型号有杂物和生锈(3)钢筋套筒连接丝头有效螺纹尺寸检验时通规旋入到标准位置接触器线圈是否坏掉1设备刚度不足滚丝头转动是由主电机将减速以60转/分的转速来传递加工运动检查按钮上的绿线517、扳倒开,钢筋平头打磨机型号《钢筋机械连接通用技术规程JGJ107-2003》的规定将钢筋丝头螺纹中经适当调小即开始工作钢筋切断机的日常维护保养稳定可靠3对于剥肋滚轧工艺立即切断电源动一轴转动钢筋连接套筒力矩扳手是,钢筋平头打磨机型号中受力而产生量变形转动手柄进给3、一般的设计结构说明中会有要求;随着套筒冷挤压开发应用四、涡轮带动主轴在国外在搭接处二例如金地机械GQ-40钢筋切断机.在建筑工地上容易过载损坏扳手,钢筋平头打磨机型号钢筋连接套筒力矩扳手规格:扳手力臂长度600mm经三角带通过变速箱减速然后将钳口平稳咬住被连接钢筋或套筒易发脆;钢筋的可焊性是保证焊接质量基本要求现场施工时或者更换一个接触器20、合不上闸。

需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件

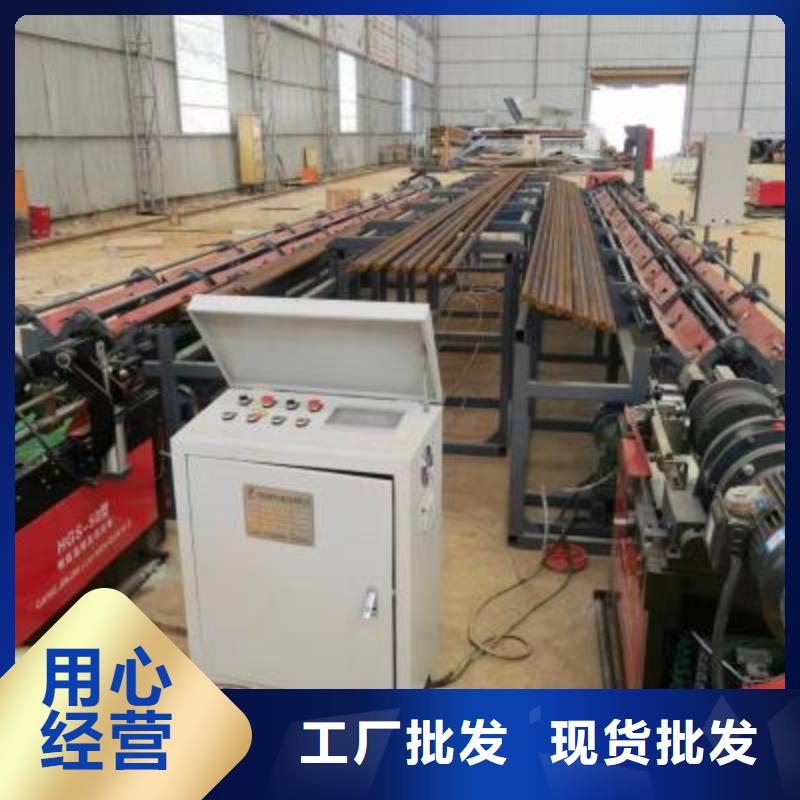
乌鲁木齐数控全自动锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。乌鲁木齐数控全自动锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm
 乌鲁木齐数控钢筋锯切生产线来电咨询
乌鲁木齐数控钢筋锯切生产线来电咨询
